
木质刨花吸塑门制品是刨花板工业中的一个分支,是在木质刨花中施以一定量的树脂胶粘剂,先在预压模具中预压初成型,然后再与表面装饰材料一起放入热压精模中一次性压制成制品,产品美观,具有很好的物理力学性能与良好的整体结构性。
在国内,从80年代中期开始,这种吸塑门工艺已开始用于生产各种桌面、台面、凳面等,而用该工艺生产幅面较大的建筑用门则是难度很大的。根据国家有关部门统计,我国今后每年新增住房和公用建筑面积约达10亿平方米,各种建筑用门约占建筑面积的20%,因此,市场是相当大的。目前主要使用的木门、纤维板及胶合板夹板门、塑料门、塑钢雕花门及少量的钢门和铝合金门,有的性能差,有的价格较高,而木质刨花吸塑门板,由于已经装饰材料覆面,并可设计成各种浮雕状花纹图案,这种豪华大方、可望有优良的物理力学性能和化学性能及隔音、防潮等综合性能,可广泛用于宾馆、大厦、办公楼,也可大量用干普通民用住宅中。
由于一次性吸塑门工艺生产的吸塑门板成本低工效高、材料利用率高,因此,在市场上将会有很强的竞争能力,为此,江西省建材科研设计院与江苏粤阳家俱装饰材料有限公司共同合作,开发、研制出了木质刨花吸塑门板,并于1994年11月通过了江苏省省级新产品鉴定。
一、试制工艺过程
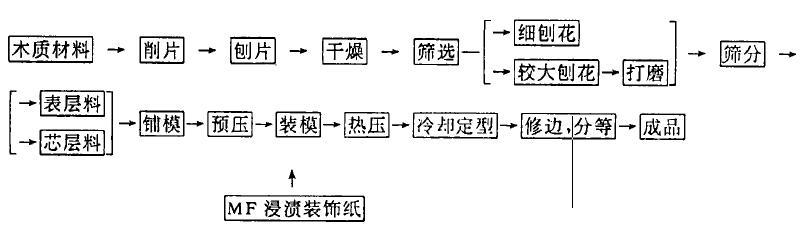
(一)、刨花吸塑门板的生产工艺参照普通木质吸塑门制品的生产工艺,并针对门的特性,经过反复多次的试验探索,确定的工艺流程如下:
(二)、试验材料
1.木质材料:以松木为主,初始含水率:40%至60%;
2.胶粘剂:改性脲醛树脂;
3.表面装饰材料:三聚氰胺树脂预浸渍装饰纸;
4.固化剂:氯化铵。
(三)、试制过程
1.刨花的制备与干燥:木质材料先由削片机进行削片,再由环式刨片机加工成形态细小的刨花,然后在干燥机中干燥至含水率3%以下。
2.干刨花的分选、打磨与筛分:由刨片机制备的刨花其形态、大小并不是100%符合要求,试制中将较大的刨花分选出来再进行打磨,然后再筛分成表层料与芯层料。
3.刨花施胶:用间歇式拌胶机完成此工序,胶料由压缩空气雾化喷入,施胶量为11~13%.固化剂用量为0.5%~1%。
4.铺模与预压:人工将拌胶的刨花按一定要求铺装在预压模具中,预压压力:1.5~2.5MPa,预压时间:1~4分钟。
5.装模与热压:用人工装模方式将预浸渍装饰纸及预压后的门坯装入热压精模中进行热压,热压温度:160~190℃,热压压力:2.0~3.0Mpa,热压时间:7--12分钟。
6.后处理:热压后的制品需经冷却定型,较后修边即为成品。
二、试制结果与讨论
(一)、吸塑门板性能检测结果
1.外形尺寸:吸塑门板高度:2040mm宽度:790mm厚度:40mm
2.密度:0.75g/cm3
3.平面弯曲:0.4mm
4.两对角线之差:0
5.表面污斑及光泽、色泽不均现象:无
6.沙袋冲击试验:30kg沙袋,角度65度.反复冲击30次无破损。
7.钢球冲击试验:500g实心钢球,1米高,无破损,凹痕深度0.4mm。
8.垂直荷载变形:490N静载15分钟,无变形现象。
9.抗疲劳性能:开关一万次无破损。
10.大力关门试验:200N弹簧力、20次无破损。
11.耐水性能:浸水240小时,无脱胶破坏及变形现象。
12.静曲强度:25.4MPa。
13.握螺钉力:1519N。
14.阻燃性能:氧指数31。
(二)、模具的设计对产品质量的影响木质刨花吸塑门板的生产,其产品的形状完全取决全模具的设计,产品质量的好坏也很大程度上取决于模具,模具的设计既要充分考虑能满足工艺要求,同时还需考虑产品的造型、浮雕图案的美观等因素。
1.要考虑物料在模具中的可流动性及三聚氰胺预浸渍表面装饰纸的性能,模具上的凸起高度和凹陷深度不能过大、过密,所有拐角均应设计成有一定弧度的园弧状,不能有死角、直角。
2.应保证模具有良好的脱模性能,注意模具造型的流畅性,确保热压成型后的门不会镶死在模具中,而且制品的表面装怖层不会因脱模而造成有缺陷。
3.应使模具有良好的排气性能。因为拌胶后的坯料含水率达8%~11%.在热压过程中所含水份会汽化产生大量的水蒸汽,若不能迅速排出则会造成制品蚊泡、分层等现象.所以模具设计时要考虑有一定数量、合理分布的排气孔,以使产生的水蒸汽能顺利排出。
4.模具的设计还需考虑产品使用性能要求,需考虑铰链、门锁安装位置、安装方式等。
(三)、胶粘剂性能对生产工艺的影响
木质刨花吸塑门板的生产不同于其它小幅面吸塑门制品的生产,前者对使用的胶粘剂有很高的要求,不能够使用普通刨花板生产所用的脲醛树脂胶,因为一般的脲醛树脂胶其初粘性均达不到要求,冷预压的门坯回弹很大,而且在从预压模到热压精模的运输过程中会产生散坯及坯板K度方向尺寸增加过多等现象,以至在热压精模闭合时,易使两头连同装饰纸一起切除,为此,我们对胶粘剂进行了改性,分别用EVA和PVA改性脲醛树脂,并控制胶粘剂的粘度,提高胶粘剂的粘接强度,尤其是初粘性能,从而使工艺要求得到了满足,改性后的脲醛胶主要性能指标如下:
pH值:7.O—7.5
含固量:62~65%
固化速度:50秒
粘度:60~120秒
(四)、板坯含水率的影响与刨花板生产相比,吸塑门制品的生产对坯料含水率要求更严,因为吸塑门生产过程产生的水汽更不容易排出,若坯料含水料达到12%,热压时易产生鼓泡、分层等现象而造成废品。经过多次试验,生产中将坯料含水率控制在10%左右,这主要是控制干燥后刨花的含水率及调胶时带入的水份。
(五)、密度对吸塑门板性能的影响
密度对吸塑门板的物理力学性能有显著的影响。吸塑门板的静曲强度、握螺钉力以及抗冲击等力学性能随密度的增加而提高。由于采用人工装模方式,在能使上下模完仝闭合的前提下,产品密度的大小主要取决于铀装量,料铺得多,密度就大。经多次试验与检测,当吸塑门板的密度达到0.7g/cm3时,各项物理力学性能均可达到有关标准要求。
三、结论
1.采用吸塑门工艺生产一次性吸塑门成型的木质刨花吸塑门板是可行的,只要注重胶粘剂的初粘性便可实现冷预压工艺路线。
2.用该工艺方法生产的木质刨花吸塑门板外观美观、豪华、平整、光洁,具有优良的物理力学性能以及防潮、隔音和阻燃性能,可广泛用于宾馆、大厦、办公楼以及民用住宅中。
3.从试制情况看,木质吸塑门板成本比胶合板夹板门、塑钢雕花门、铝合金门等低,预计会有较好的经济效益。
上一篇:超详细的吸塑门板生产工艺

